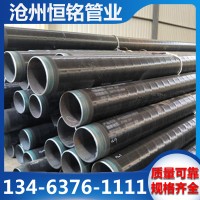


 內(nèi)外環(huán)氧粉末防腐管
內(nèi)外環(huán)氧粉末防腐管
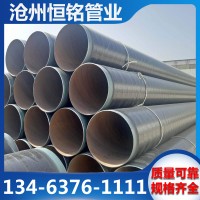
 水泥砂漿防腐鋼管
水泥砂漿防腐鋼管
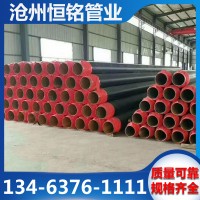
 內(nèi)外涂塑鋼管
內(nèi)外涂塑鋼管
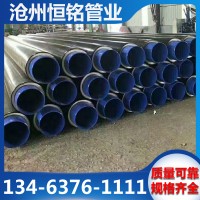
 大口徑涂塑鋼管
大口徑涂塑鋼管
 涂塑復(fù)合鋼管
涂塑復(fù)合鋼管
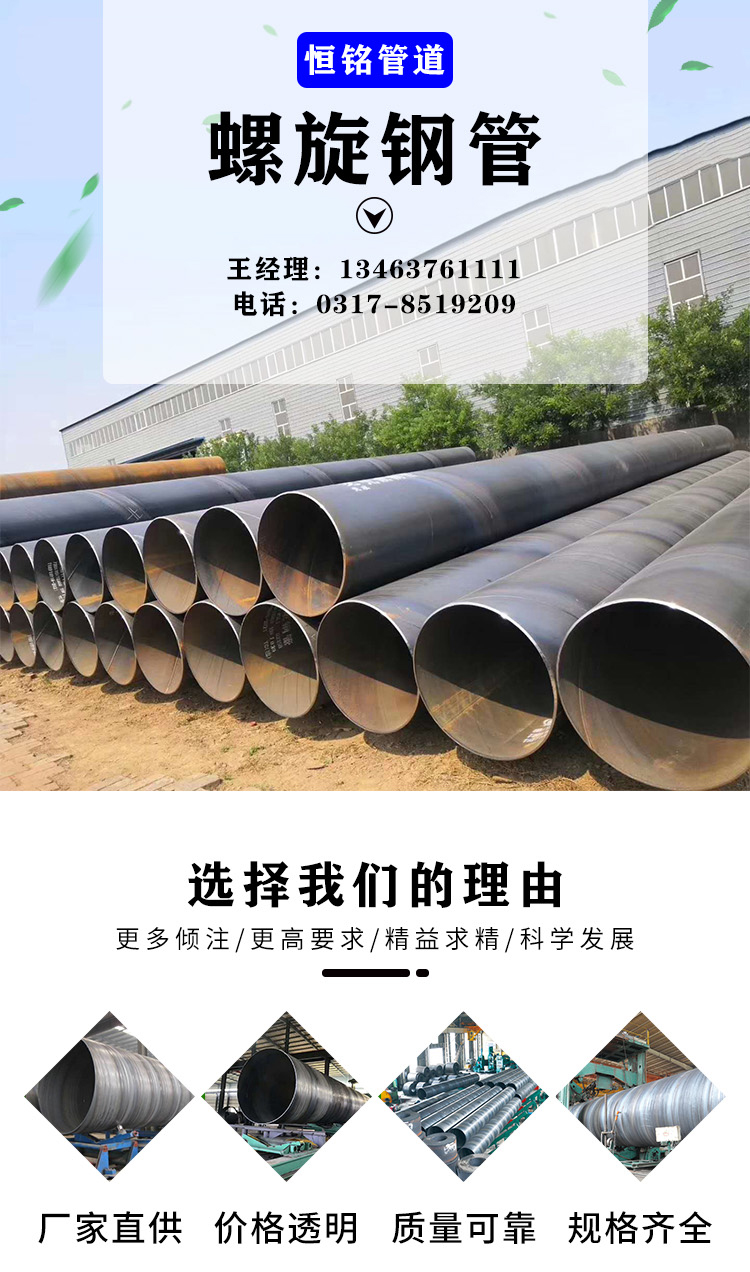

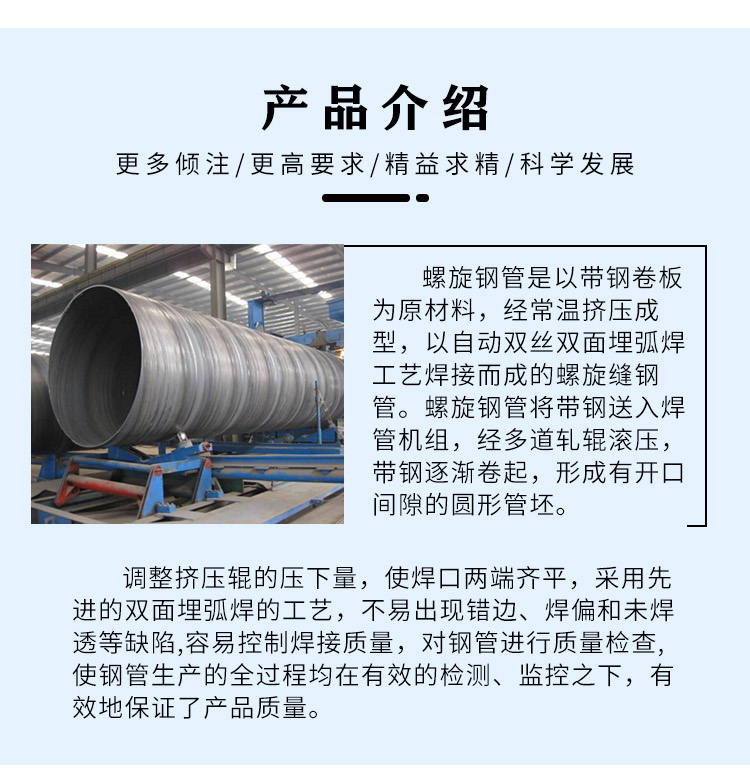



一、螺旋管內(nèi)焊和外焊均采用電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接質(zhì)量。
二、螺旋管焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標(biāo)記,生產(chǎn)工人依此隨時調(diào)整工藝參數(shù),及時消除缺陷。
三、螺旋管采用空氣等離子切割機(jī)將鋼管切成單根。四螺旋管切成單根鋼管后,每批鋼管都要進(jìn)行嚴(yán)格的首檢制度,檢查焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。