 大口徑焊接彎頭
大口徑焊接彎頭
 碳鋼彎頭廠家
碳鋼彎頭廠家
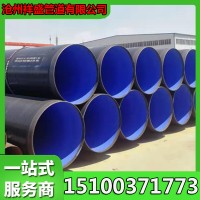
 鋼套鋼保溫鋼管
鋼套鋼保溫鋼管
 聚氨酯保溫鋼管
聚氨酯保溫鋼管
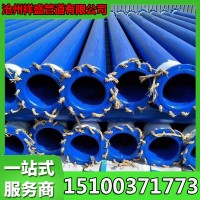
 鋼套管預(yù)制直埋保溫管
鋼套管預(yù)制直埋保溫管
 鋼套鋼蒸汽直埋保溫管
鋼套鋼蒸汽直埋保溫管


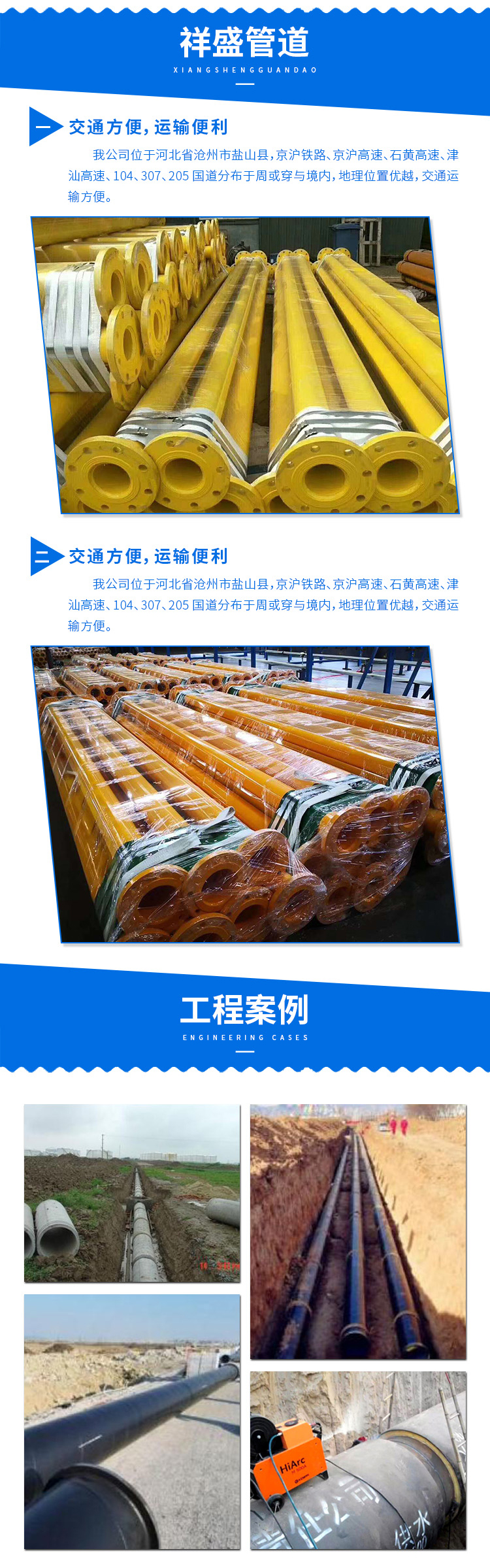
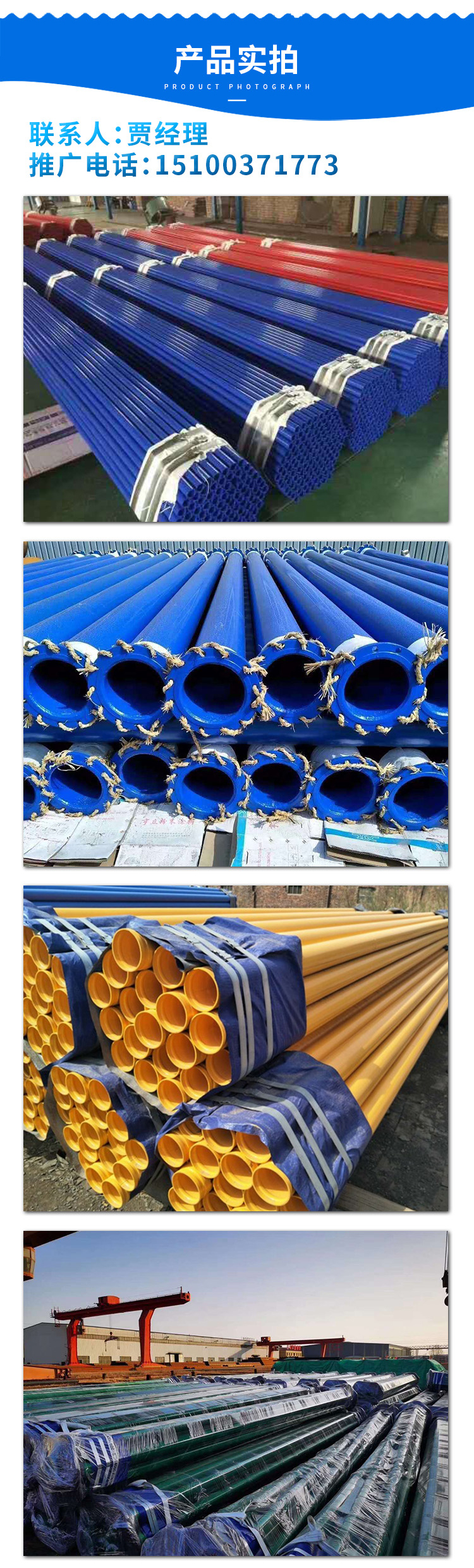
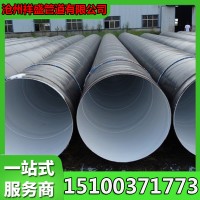
一、螺旋鋼管原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴(yán)格的理化檢驗(yàn)。
二、螺旋鋼管帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補(bǔ)焊。
三、螺旋鋼管成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
四、螺旋鋼管采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。
五、螺旋鋼管采用外控或內(nèi)控輥式成型。




聯(lián)系姓名:賈經(jīng)理
聯(lián)系時請說明豐采網(wǎng)
經(jīng)營模式:
最小起訂
≥1噸
發(fā)貨期限
自買家付款之日起 3 天內(nèi)發(fā)貨
抗壓強(qiáng)度
強(qiáng)
連接方式
焊接
一、螺旋鋼管原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴(yán)格的理化檢驗(yàn)。
二、螺旋鋼管帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補(bǔ)焊。
三、螺旋鋼管成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
四、螺旋鋼管采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。
五、螺旋鋼管采用外控或內(nèi)控輥式成型。
豐采網(wǎng)(www.woniucheng.cn)版權(quán)所有 平臺客服電話:400-9977-076
豐采網(wǎng),是以百度愛采購競價推廣方式為展現(xiàn)形式,以競價愛采購為收費(fèi)模式。為企業(yè)帶來更多有效果的百度愛采購商機(jī)以及靠譜的B2B行業(yè)信息線索的商務(wù)信息平臺網(wǎng)站。
同時豐采網(wǎng)提供百度愛采購競價代理服務(wù),為廣大B2B企業(yè)平臺提供了廣泛的技術(shù)支持。豐采網(wǎng)擁有完整的平臺產(chǎn)權(quán)與商標(biāo)注冊權(quán)。
讓買家快速便捷的找到優(yōu)質(zhì)貨源,為賣家提供更匹配的詢價信息,搭建信任橋梁,實(shí)現(xiàn)快速成交。
豐采網(wǎng)核心功能是提升企業(yè)在愛采購排名方面的競爭力,不提供在線交易功能,非電商平臺!
免責(zé)聲明:本網(wǎng)站所展現(xiàn)的公司信息、產(chǎn)品信息及其他相關(guān)信息,均來源于其對應(yīng)的企業(yè)與商鋪,信息的真實(shí)性、準(zhǔn)確性和合法性由該信息來源企業(yè)商鋪的所屬發(fā)布者完全負(fù)責(zé),
豐采網(wǎng)對此不承擔(dān)任何法律責(zé)任。建議您在購買相關(guān)產(chǎn)品前務(wù)必確認(rèn)供應(yīng)商資質(zhì)及產(chǎn)品質(zhì)量,過低的價格有可能是虛假信息,請謹(jǐn)慎對待,謹(jǐn)防欺詐行為。
買賣好貨源,做出好生意,豐采網(wǎng)一直在行動!