









 集裝箱板成型設(shè)備
集裝箱板成型設(shè)備
 太陽能熱水器尾盒支架
太陽能熱水器尾盒支架
 防火閥成型生產(chǎn)線
防火閥成型生產(chǎn)線
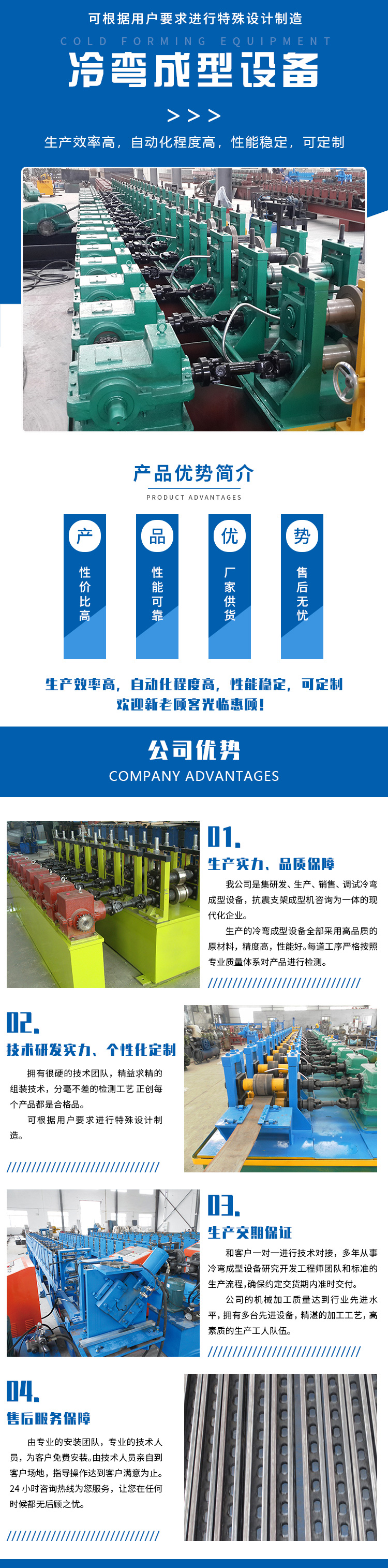
 冷彎成型設(shè)備
冷彎成型設(shè)備
 門扇門板成型設(shè)備
門扇門板成型設(shè)備
 八角管軸軸成型設(shè)備
八角管軸軸成型設(shè)備


冷彎成型機(jī)是通過順序配置的多道次成型軋輥,把卷材、帶材等金屬板帶不斷地進(jìn)行橫向彎曲,以制成特定斷面型材的塑性加工工藝的機(jī)械。
解結(jié)的方法是
a:變形區(qū)中性層計(jì)算準(zhǔn)確,變形區(qū)內(nèi)用料計(jì)算準(zhǔn)確,滾輪加工對(duì)稱度好。
b:不變形區(qū)域盡量不受壓(如滑軌底部),裝配時(shí)上下滾輪各區(qū)域間 隙保持一致。
c:材料咬入前,應(yīng)根據(jù)前道滾壓狀態(tài),設(shè)置引導(dǎo)斜口,在穩(wěn)定受壓前,材料在滾內(nèi)滑移平穩(wěn)。
5、生產(chǎn)中彎曲扭曲的問題,主要是受力不平衡產(chǎn)生的,左右受力不平衡,左右彎曲,上下受力不平衡,產(chǎn)生扭曲。解決方法:設(shè)計(jì)受力均衡,加工準(zhǔn)確,安裝調(diào)整方便。
6、滾輪加工準(zhǔn)確度是關(guān)鍵,為此,專門制作專用工具在投影儀下,放大20倍進(jìn)行檢測(cè)。
7、主傳動(dòng)邊,采用滾子錐軸承,確保主軸徑向跳動(dòng)在0.04MM以內(nèi)外,保證主軸不會(huì)左右竄動(dòng),普通球軸承自身存在間隙,在精確傳動(dòng)中不能避免軸向竄動(dòng)。








